
NSSC FW2
特長と用途
1.16%Cr鋼でありながら、一般環境での耐食性はSUS304(18Cr-8Ni)と同等です
2.フェライト系ステンレス鋼の中で最高水準の加工性を保有し、適正な加工条件(深絞り性)の選択により、SUS304と同等の成形加工が可能となります。
3.徹底した省合金化の追求により、原料価格変動の影響をミニマイズしています。
機械的性質
| 0.2%耐力(N/mm²) | 引張強さ(N/mm²) | 伸び(%) | 硬さ(HV) | |
|---|---|---|---|---|
| 規格値 | ≧205 | ≧390 | ≧25 | ≦200 |
| 代表例 | 279 | 463 | 32 | 144 |
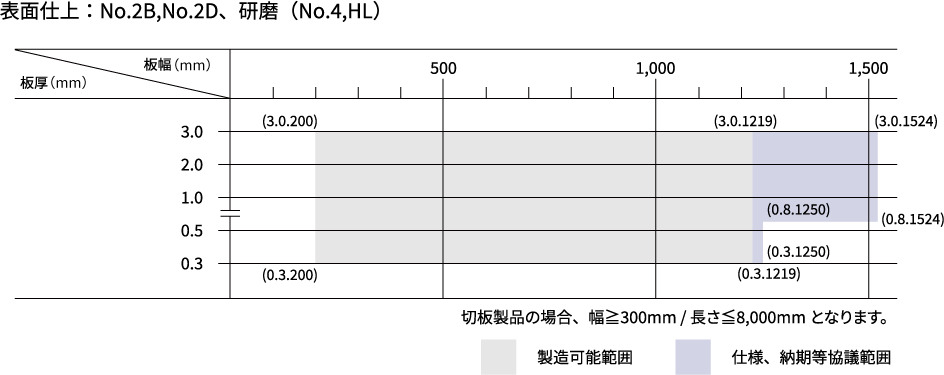
表面仕上:28
板厚:0.6mm
板厚:0.6mm
耐食性評価結果
耐食性に及ぼすSnの効果
浸漬試験 168時間後の外観
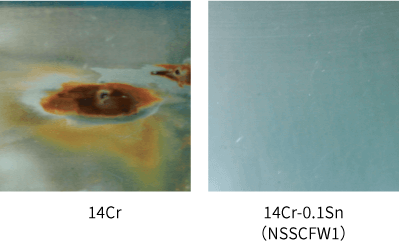
試験条件:0.5%NaCl水溶液 80℃
168Hr浸漬 30mm×30mm #600研磨仕上
168Hr浸漬 30mm×30mm #600研磨仕上
Sn添加による顕著な耐食性の向上が認められます。
人工海水CCT試験結果
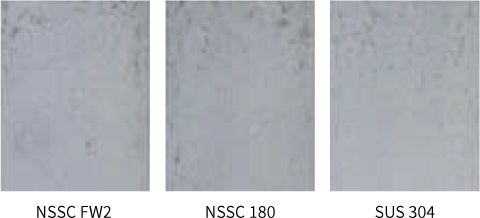
試験片形状:50×100mm 表面状態:#600研磨
腐食サイクル:人工海水噴霧、35℃ 4hr → 乾燥60℃ 2hr → 湿潤 50℃ 2hr
サイクル数:12サイクル 海浜地域暴露約2年に相当
腐食サイクル:人工海水噴霧、35℃ 4hr → 乾燥60℃ 2hr → 湿潤 50℃ 2hr
サイクル数:12サイクル 海浜地域暴露約2年に相当
NSSC FW2の人工海水CCT後の外観は、SUS 304と同等です。
JASO CCT試験結果

試験片形状:50×100mm 表面状態:#600研磨
腐食サイクル:5%NaC噴霧、35℃ 2hr → 乾燥60℃ 4hr → 湿潤 50℃ 2hr → 温度50℃ 2hr サイクル数:60サイクル
腐食サイクル:5%NaC噴霧、35℃ 2hr → 乾燥60℃ 4hr → 湿潤 50℃ 2hr → 温度50℃ 2hr サイクル数:60サイクル
NSSC FW2のJASO‐CCT(塩水環境試験)での耐食性は、SUS 304と同等です。
加工性
NSSC FW2は、SUS304に対して優位な深絞り性と、フェライト系で最高水準の張り出し成形性を有します。
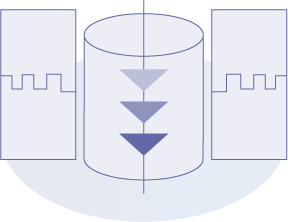
深絞り加工材料の流れ込みあり
パンチ(凸金型)を用いてダイ(凹金型)に材料を強制的に流し込み、様々な形状に成形する加工方法。

張り出し加工材料の流れ込みなく 引張変形
ビードなどを用いて材料の流れ込みを抑制し、パンチ(凸金型)形状を材料に転写し、成形する加工方法。加工に伴い表面積は拡大するが板厚は減少。
| 加工モード | 深絞り | 張り出し | ||
|---|---|---|---|---|
| 特性値 | 平均r値 | LDR | n値 | 液圧バルジ 高さ(mm) |
| NSSC FW2 | 1.7 | 2.3 | 0.24 | 30.1 |
| SUS304 | 1.1 | 2.1 | 0.42 | 40.5 |
| SUS430 | 1.0 | 2.0 | 0.16 | 27.0 |
割れなく多段深絞り加工が可能。時期割れ発生せず。

APPENDIX
NSSC FC2の物理的性質
| 項目 | 単位 | 値 |
|---|---|---|
| 密度 | kg/mm/m² | 7.70 |
| 比電気抵抗 | 10¯⁸Ωm(RT) | 54 |
| 比熱 | kJ/kg/° C(0~100° C) | 0.48 |
| 熱伝導率 | W/m/° C(100° C) | 25.6 |
| 熱膨張係数 | 10¯⁶/° C(RT~100° C) | 10.8 |
| 縦弾性係数 | kN/mm² | 211 |
RT=室温
※測定結果であり、保証を意味するものではありません。
※測定結果であり、保証を意味するものではありません。
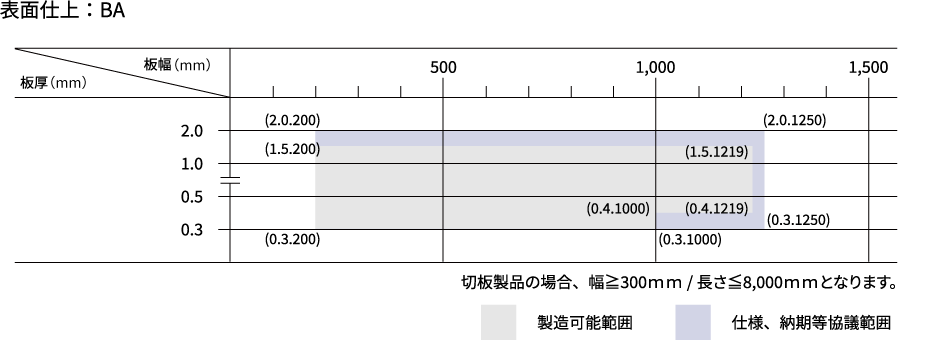
NSSC FW2の製造可能範囲
製造可能範囲は下表の通りです。下表以外の厚さ、幅につきましてもご相談に応じます。
各種表面仕上についてもお問い合わせください。(BA、高光沢2B仕上、ダルフィニッシュ、エンボス 等)
各種表面仕上についてもお問い合わせください。(BA、高光沢2B仕上、ダルフィニッシュ、エンボス 等)
NSSC FW2の適用例

キッチンシンク

エキスバンドメタル(ラス網)

角バット

雪平鍋